Hvilke trin omfatter titaniumpladevalsningsprocessen (såsom indledende valsning, varmvalsning, koldvalsning osv.)? What type of rolling mill is used? Hvordan styres rulletemperaturen og reduktionen for at sikre ensartet mikrostruktur og ydeevne af pladen?
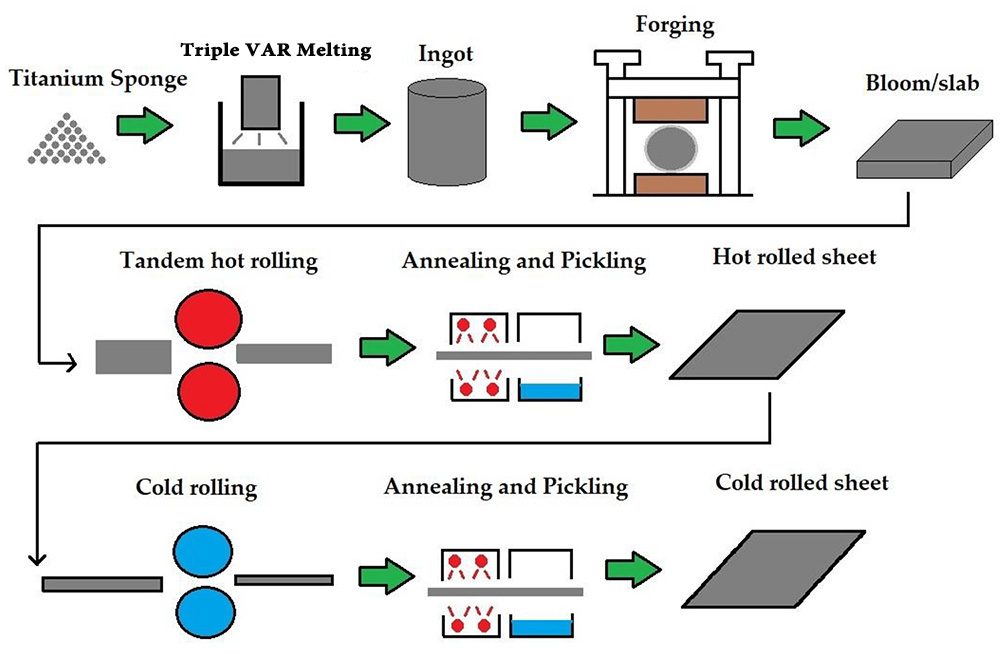
The rolling of titanium and titanlegeringsplader er en kompleks proces, der integrerer materialevidenskab, mekanisk styring og procesoptimering. Dens procesflow kan opdeles i tre kernetrin: indledende valsning, varmvalsning og koldvalsning. Hvert trin svarer til specifikt valseværksudstyr og procesparametre.
(1) Initial rolling stage
Den indledende valsning bruger normalt et to-vals reversibelt valseværk. Dens hovedopgave er at bryde den søjleformede krystalstruktur af titanlegeringsblokken og opnå indledende plastisk deformation. I dette trin skal barrens opvarmningstemperatur kontrolleres strengt (sædvanligvis 30-50 ℃ over β-faseområdet), og støbedefekter skal elimineres gennem flere omgange med lille deformationsvalsning (reduktion pr. gennemløb ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. har væsentligt forbedret mikrostrukturens ensartethed af det indledende valsetrin ved at optimere ingothomogeniseringsprocessen og kombinere numerisk simulering for at forudsige deformationsmodstand.
(2) Varmvalsningstrin
Varmvalsning bruger et firevals irreversibelt valseværk eller et universalvalseværk til at udføre stor deformationsbehandling i αβ-tofaseområdet. I dette trin raffineres kornene ved dynamisk omkrystallisation, og den endelige rulletemperatur (normalt ikke mindre end 850 ℃) skal kontrolleres for at sikre materialets plasticitet. En boks-type varmeovn bruges sammen med et induktionsvarmekompensationssystem for at opnå en temperaturnøjagtighed på ±10 ℃. Fordelingen af varmvalsende gennemløbsreduktion følger ""pyramide""-princippet, det vil sige, at de første par omgange bruger 20-25% reduktion, og de efterfølgende gennemløb øges gradvist til 35-40%, kombineret med en hurtig vandkølingsproces mellem passagene for effektivt at undgå overdreven kornvækst.
(3) Koldvalsningstrin
Koldvalsning udføres på et fire- eller seks-vals koldt valseværk, hovedsageligt for at forbedre overfladekvaliteten og dimensionsnøjagtigheden af pladen. Det er nødvendigt at bruge flere gennemløb med små deformationsvalsninger (enkeltgangsreduktion ≤10%) kombineret med en mellemudglødningsproces, og den kumulative deformation kan nå mere end 80%. Changzhou Bokang har øget pladeformskontrolnøjagtigheden til ±5μm ved at introducere rullekrydsteknologi. Overfladeruheden af de medicinske titaniumplader, den producerer, er Ra≤0,2μm, hvilket når det internationale førende niveau.
Valget af titanium rullende udstyr påvirker direkte kvaliteten af den endelige plade og skal designes i henhold til materialets egenskaber:
(1) Selection of rolling mill type
Primært valseværk: Der anvendes et lukket to-vals reversibelt valseværk, udstyret med et hydraulisk AGC (automatisk tykkelseskontrol) system, og valsediameterforholdet styres mellem 1,8-2,2 for at optimere bidtilstanden
Varmvalseværk: Der anvendes et irreversibelt firevalsvalseværk med en arbejdsvalsediameter på 350-400 mm og en støttevalsediameter på 1400-1600 mm, udstyret med et bukkevalsesystem og en rulleskifteanordning, og pladeformskontrolnøjagtigheden når ±15I
Koldvalseværk: Der anvendes et UC/VC kombineret valsesystem med seks valsevalseværk, det aksiale skifteslag af mellemvalsen er ±150 mm, og en laserhastighedsmåler og tykkelsesmåler bruges til at opnå lukket sløjfekontrol
(2) Roll system material optimization
Arbejdsrullen er lavet af høj-chrom jern-baseret legering (Cr12MoV), og overfladen er sprøjtet med en CrN/Al2O3 kompositbelægning med en hårdhed på mere end HV1200, som effektivt modstår titanium vedhæftning. Støttevalsen anvender uendelig kølet støbejerns centrifugalstøbeteknologi, og rulleoverfladehårdhedsgradientforskellen styres inden for HS15 for at sikre stabiliteten af rulleformen.
Nøjagtig kontrol af temperatur og deformation er nøglen til at sikre ensartetheden af titaniumpladestrukturen og ydeevnen, og en multiparameter koblingskontrolmodel skal etableres.
(1) Temperature control system
Opvarmningsproces: Et tre-trins varmesystem er vedtaget (forvarmningssektion 600-700 ℃/isoleringssektion 850-950 ℃/varmesektion 900-980 ℃), og et infrarødt termometer bruges til at opnå temperaturovervågning i realtid
Rulleprocestemperaturkontrol: I den afsluttende valsefase bruges et rullesprøjtesystem (nøjagtighed for vandvolumenkontrol ±0,5L/min), og et modstandsvarmekompensationssystem bruges til at styre temperaturudsvinget af det valsede stykke inden for ±20℃
Endelig rullende temperaturstyring: Temperaturfeltfordelingen forudsiges gennem finite element-simulering, og der etableres en temperaturventetidsmodel mellem passage for at sikre temperaturen på det valsede stykke. Sørg for, at den endelige rulletemperatur ikke er mindre end 50 ℃ under fasetransformationspunktet
(2) Algorithm for optimizing the reduction
Multi-pass reduktionsfordeling: Baseret på materialebearbejdningshærdningsmodellen bruges en genetisk algoritme til at optimere fordelingen af reduktionen i hver passage for at sikre, at deformationen af hver passage er "parabolsk"
Dynamisk reduktionsjustering: Rullekraften overvåges i realtid af en trykmåler, og den uklare PID-kontrolalgoritme bruges til automatisk at justere reduktionen for at kompensere for rullegabet-studs (kompensationsnøjagtighed ±0,02 mm)
Grænse deformationskontrol: Etabler et kritisk reduktionskriterium (ε_c=0.6σ_s/K), hvor K er materialebearbejdningen. Hærdningskoefficient, sørg for, at single-pass reduktionen ikke overstiger 85% af den kritiske værdi
(3) Measures to ensure uniformity of structure
Kornstørrelseskontrol: Styr den dynamiske omkrystallisationsvolumenfraktion gennem Z-parameteren (Z=ε·exp(Q/RT)), og hold Z-værdien mellem 10-15 for at opnå ensartede ligeaksede korn
Teksturoptimering: Brug krydsrulningsproces (drej pladen 45° pr. gennemløb), kombineret med asynkron valseteknologi (forskellen i linjehastighed mellem de øvre og nedre ruller er 10-15%) for effektivt at svække basisoverfladeteksturen
Restspændingskontrol: Gennem den trækspændings-kompressionsspænding, alternerende rulleproces, kombineret med spændingsafspændingsbehandling under udglødning kontrollerer den resterende spænding inden for ±20 MPa
Titaniumpladevalsningsprocessen kræver etablering af et kvalitetskontrolnetværk i fuld proces. Changzhou Bokang har bestået ISO9001/ISO13485-systemcertificering og bygget et tre-niveau kvalitetskontrolsystem med "råmaterialeinspektion-procesovervågning-test af færdige produkter":
Online detektion: udstyret med pladeformmåler, tykkelsesmåler, overfladedetektor, for at opnå online kontrol af tykkelsestolerance ±0,02 mm og pladeformstolerance ±8I
Organisationsdetektion: EBSD-teknologi bruges til at analysere kornorientering for at sikre, at kornstørrelse ASTM Grade 8 har et fint forhold på ≥90 %
Ydeevneverifikation: De mekaniske egenskaber verificeres ved træktest, slagtest og korrosionstest. Trækstyrken af titaniumplade af medicinsk kvalitet er ≥850MPa, og forlængelsen er ≥18%, hvilket opfylder ASTM F136-standarden
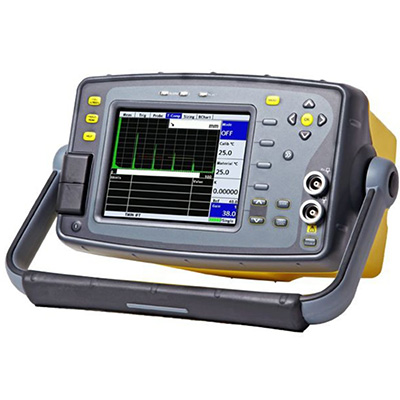
Ikke-destruktiv test: Ultrasonic phased array-teknologi bruges til at detektere interne defekter for at sikre 100 % fejldetektions-pasningshastighed
I øjeblikket viser titaniumpladevalsningsteknologi tre store udviklingstendenser:
Intelligent rullende: En virtuel rullende model etableres gennem digital tvillingteknologi for at opnå online optimering af procesparametre;
Near-net forming-teknologi: Udvikl ultratynde titaniumplade kontinuerlig rullende teknologi for at opnå kontinuerlig produktion af 0,016-tommer ultratynde plader;
Grøn produktionsteknologi: Elektroplastisk valseteknologi (EPR) bruges til at reducere valsetemperaturen med 30-50°C og reducere energiforbruget.
 Spørg os
Spørg os
 Sprog
Sprog